-


-


-


-


WeChat

-
WhatsApp


Рукоять Komatsu
Когда слышишь ?рукоять Komatsu?, первое, что приходит в голову — массивная ковшовая рукоять экскаватора. Но в этом и кроется первый подводный камень. В системе Komatsu это не универсальная деталь, а целое семейство узлов, каждый из которых ?заточен? под конкретную модель и условия работы. Многие, особенно те, кто только начинает работать с контрактными запчастями, думают, что главное — совпадение по болтам. А на деле разница в марке стали или угле усиления в зоне шарнира может сократить ресурс вполовину.
Опыт, который не найти в каталогах
Работал с разными поставками — и оригинальными, и аналогами. Оригинал, конечно, эталон, но цена кусается. А с аналогами лотерея: внешне один в один, а поставишь — через 400 моточасов появляются трещины у основания. Особенно это касается моделей серии PC300 и PC400, которые у нас в регионе часто работают на скальных грунтах. Тут важна не только твердость, но и вязкость металла. Однажды ставили рукоять от одного европейского производителя — вроде всё по спецификации, но после первой же серьезной нагрузки деформация пошла не там, где ожидали. Пришлось снимать, усиливать. Доработка в полевых условиях — это всегда риск.
Поэтому сейчас для критичной техники стараемся работать с проверенными OEM-заводами, которые глубоко интегрированы в систему Komatsu. Они понимают эти нюансы. Например, знаю завод Jining Minetech Machinery Co., Ltd. из Шаньдуна. Они не просто копируют геометрию, у них есть доступ к технологическим картам и они делают акцент именно на соответствие оригинальным стандартам по нагрузкам. Их сайт — https://www.minetechparts.ru — часто просматриваю, когда нужно уточнить спецификацию по конкретному узлу для PC360 или HD785. Это специализированный производитель, и это чувствуется в деталях: например, в способе закалки зоны под цилиндр.
Кстати, о цилиндрах. Частая ошибка — замена рукояти без диагностики и переборки шарниров и гидроцилиндров. Новый узел получает старые проблемы: люфты, перекосы. Это как поставить новый двигатель без чистки топливной системы. Ресурс сразу падает.
Случай из практики: когда ?сэкономил? — потерял больше
Был у нас случай с экскаватором Komatsu PC450-8. Рукоять дала трещину. Заказчик, чтобы сэкономить время и деньги, нашел ?аналог? по привлекательной цене. Установили. Через два месяца — звонок: стрела не держит нагрузку, копает вяло. Приехали, смотрим: новая рукоять цела, но... деформирована посадочная втулка в месте крепления рукояти к стреле. Оказалось, геометрия отверстий под пальцы у аналога была с отклонением в полмиллиметра. Казалось бы, ерунда. Но эта ?ерунда? создала неравномерную нагрузку, палец начал работать с перекосом, разбил посадочное место. В итоге — дорогостоящий ремонт стрелы, простой машины и необходимость все равно покупать правильную рукоять. Экономия обернулась тройными расходами.
Этот случай хорошо показывает, почему для таких узлов важен не просто производитель, а производитель, который специализируется на системе Komatsu. Как та же Jining Minetech Machinery. Их аннотация, что они ?глубоко интегрированы в систему Komatsu? — это не маркетинговая пустышка. На практике это означает, что их конструкторы и технологи знают, как нагрузка распределяется в оригинальном узле, и повторяют не форму, а силовую схему. Для ремонтника это главное.
После этого случая мы выработали правило: при замене такой ответственной детали всегда запрашиваем у поставщика протоколы испытаний на усталостную прочность именно для той модели, которую ремонтируем. Если их нет — отказываемся от работы. Слишком велика ответственность.
Нюансы, о которых молчат в мануалах
Еще один момент — подготовка поверхности перед покраской. Казалось бы, мелочь. Но оригинальные рукояти Komatsu идут с фосфатированием, которое обеспечивает лучшую адгезию краски и защиту от коррозии. Многие аналоги экономят на этом, покрывая металл просто грунтом. В условиях нашей влажности и химически агрессивных грунтов (например, на отвалах) такая рукоять через сезон начинает ржаветь изнутри, в полостях. Ржавчина не видна, но она съедает толщину металла, снижая прочность.
При заказе сейчас всегда уточняю тип антикоррозионной обработки. На том же сайте minetechparts.ru в описаниях к деталям часто указывают ?фосфатирование + эпоксидный грунт?. Это уже серьезнее. Значит, люди думают не только о геометрии, но и о долговечности в реальных условиях.
И да, про сварку. Если вдруг пришлось варить рукоять в поле (а такое бывает), то после этого обязательна термообработка зоны шва. Без этого место сварки становится ?слабым звеном?. Многие этого не делают, надеясь на ?прочный электрод?. И получают повторную трещину рядом со швом через очень короткое время.
Выбор поставщика: доверяй, но проверяй
Итак, к выбору рукояти Komatsu нужно подходить системно. Первое — точное соответствие модели и серийному номеру техники. Второе — репутация производителя. Мне импонирует подход, когда завод, как Jining Minetech Machinery Co., Ltd., позиционирует себя не как универсальный магазин запчастей, а как специализированный OEM-производитель для Komatsu. Это снижает риски. Их расположение в Цзинине, крупном промышленном узле, тоже о многом говорит — там сосредоточены мощности для полного цикла производства, от выплавки стали до финишной обработки.
Третье — техническая поддержка. Хорошо, когда можно не просто купить деталь, а проконсультироваться по моменту затяжки пальцев или рекомендуемой смазке. Это признак того, что поставщик в теме.
В итоге, правильная рукоять Komatsu — это не просто запчасть. Это восстановление ресурса всей фронтальной части машины. На ней нельзя экономить, выбирая просто самую низкую цену. Нужно оценивать комплексно: специализацию завода, применяемые стандарты, дополнительные обработки. И тогда вложение окупится долгой и надежной работой техники без внеплановых простоев. А это, в конечном счете, и есть главная экономия.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
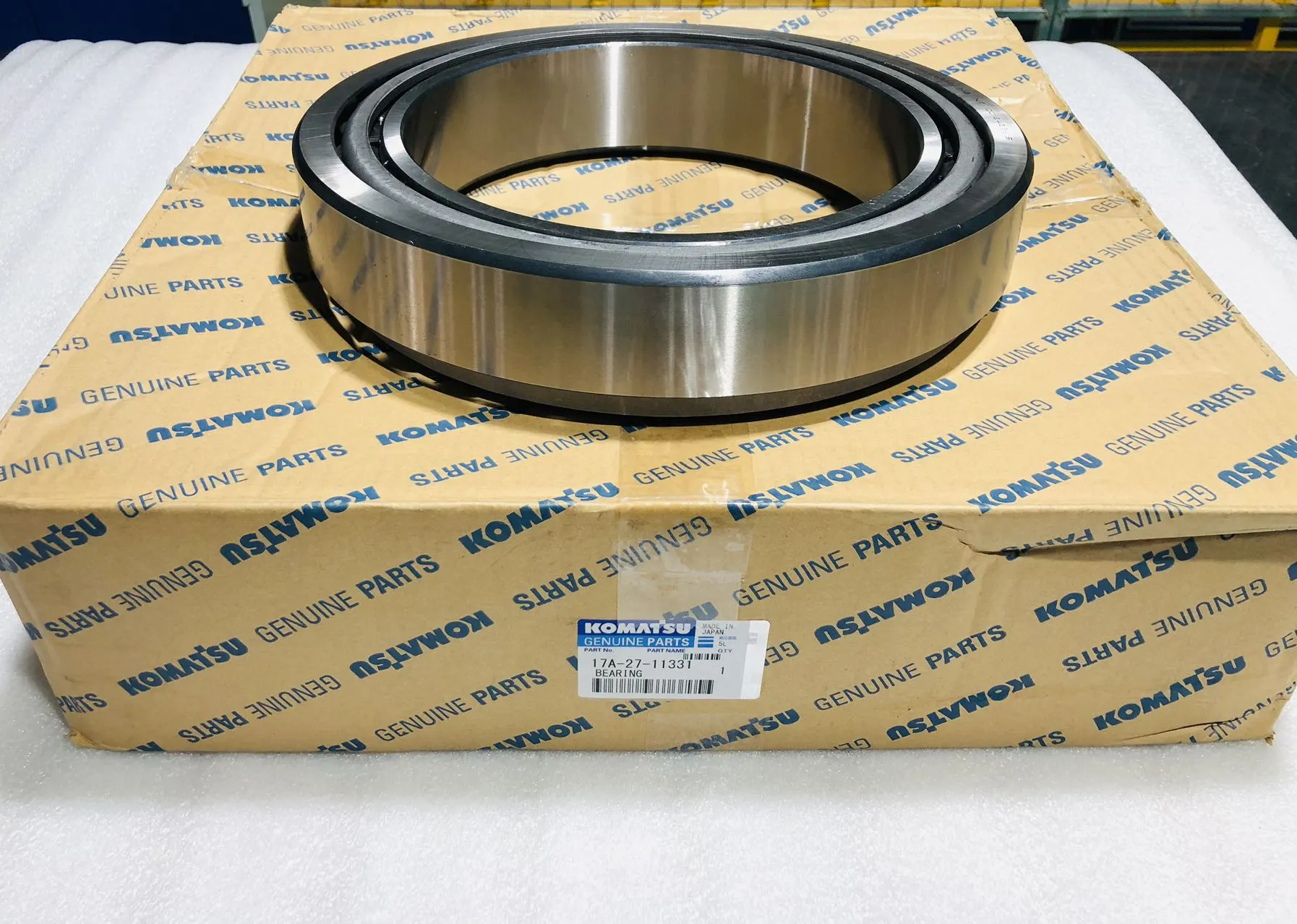 Komatsu 17A-27-11331 Bearing, price for original… — Pricing.Parts
Komatsu 17A-27-11331 Bearing, price for original… — Pricing.Parts -
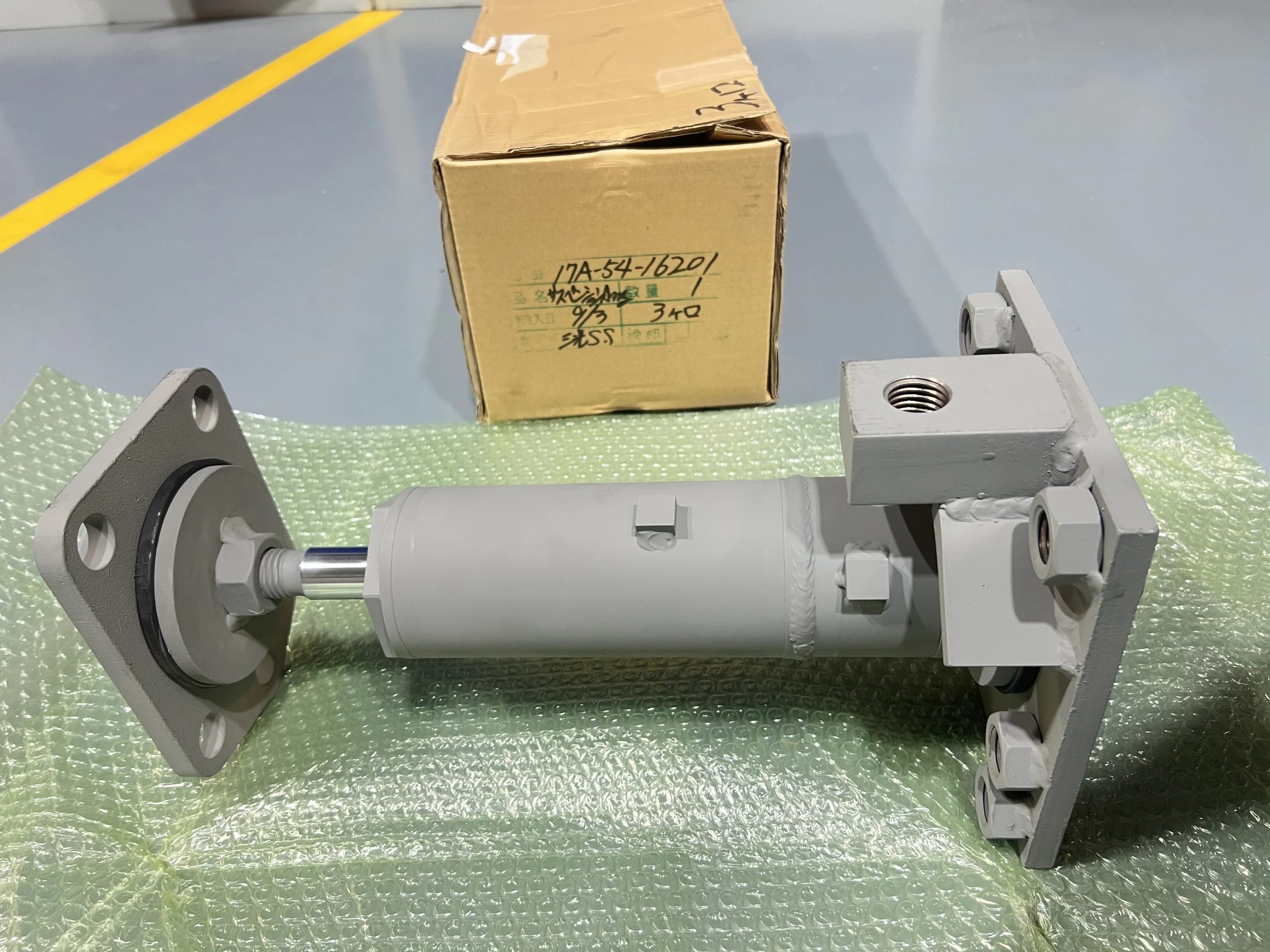 Komatsu Damper 17A-54-16201 for D155AX-3a
Komatsu Damper 17A-54-16201 for D155AX-3a -
 Оригинальный соленоидный клапан Komatsu PC800-8 209-60-41310
Оригинальный соленоидный клапан Komatsu PC800-8 209-60-41310 -
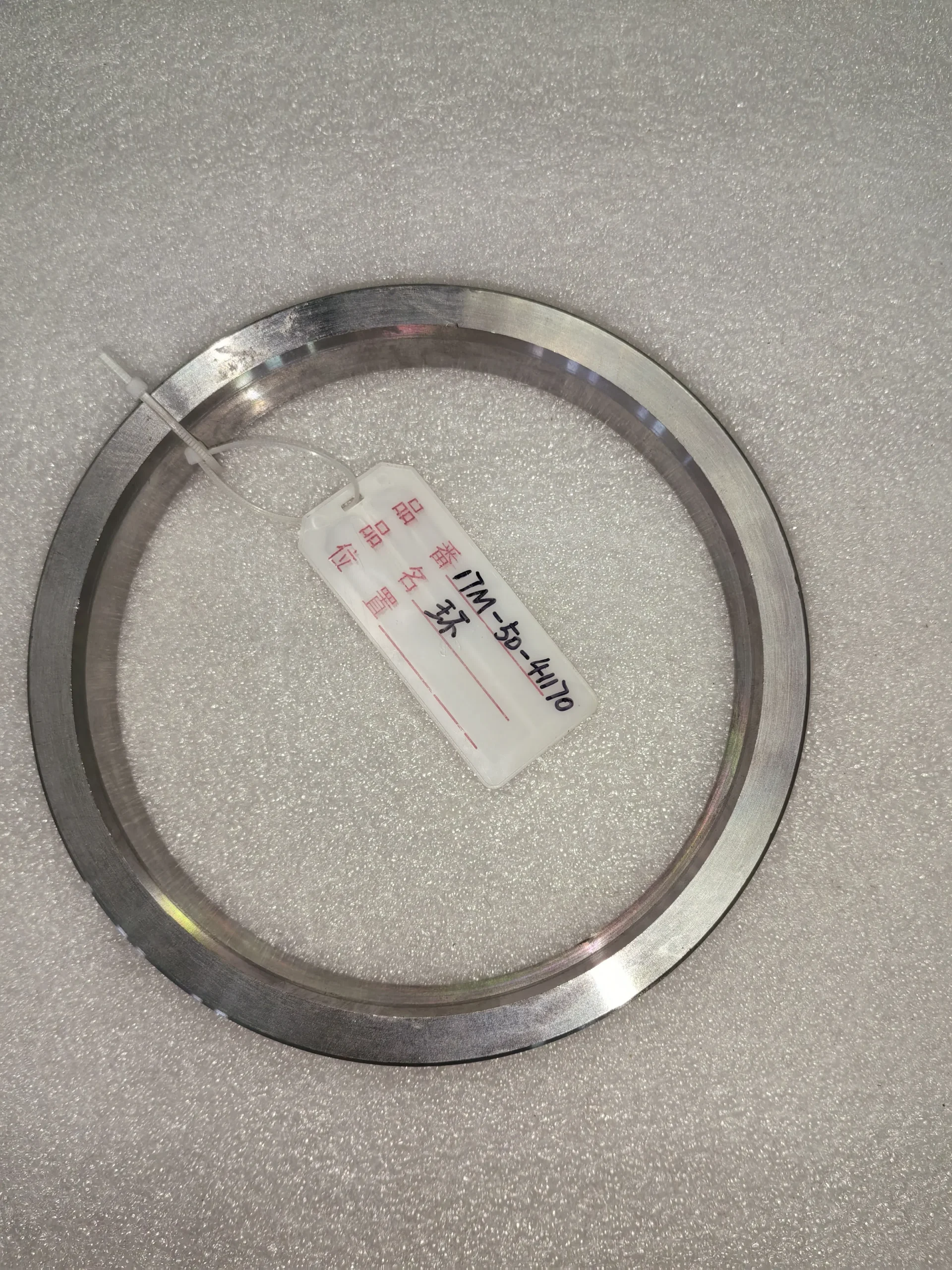 KOMATSU-RING 17M-50-41170 –
KOMATSU-RING 17M-50-41170 – -
 600-813-9512 Оригинальный стартер Komatsu для PC1250-8 D375-6 WA600-8
600-813-9512 Оригинальный стартер Komatsu для PC1250-8 D375-6 WA600-8 -
 Оригинальная ось Komatsu D375A-5 195-15-72520
Оригинальная ось Komatsu D375A-5 195-15-72520 -
 566-88-66143 Датчик числа оборотов 566-88-66141
566-88-66143 Датчик числа оборотов 566-88-66141 -
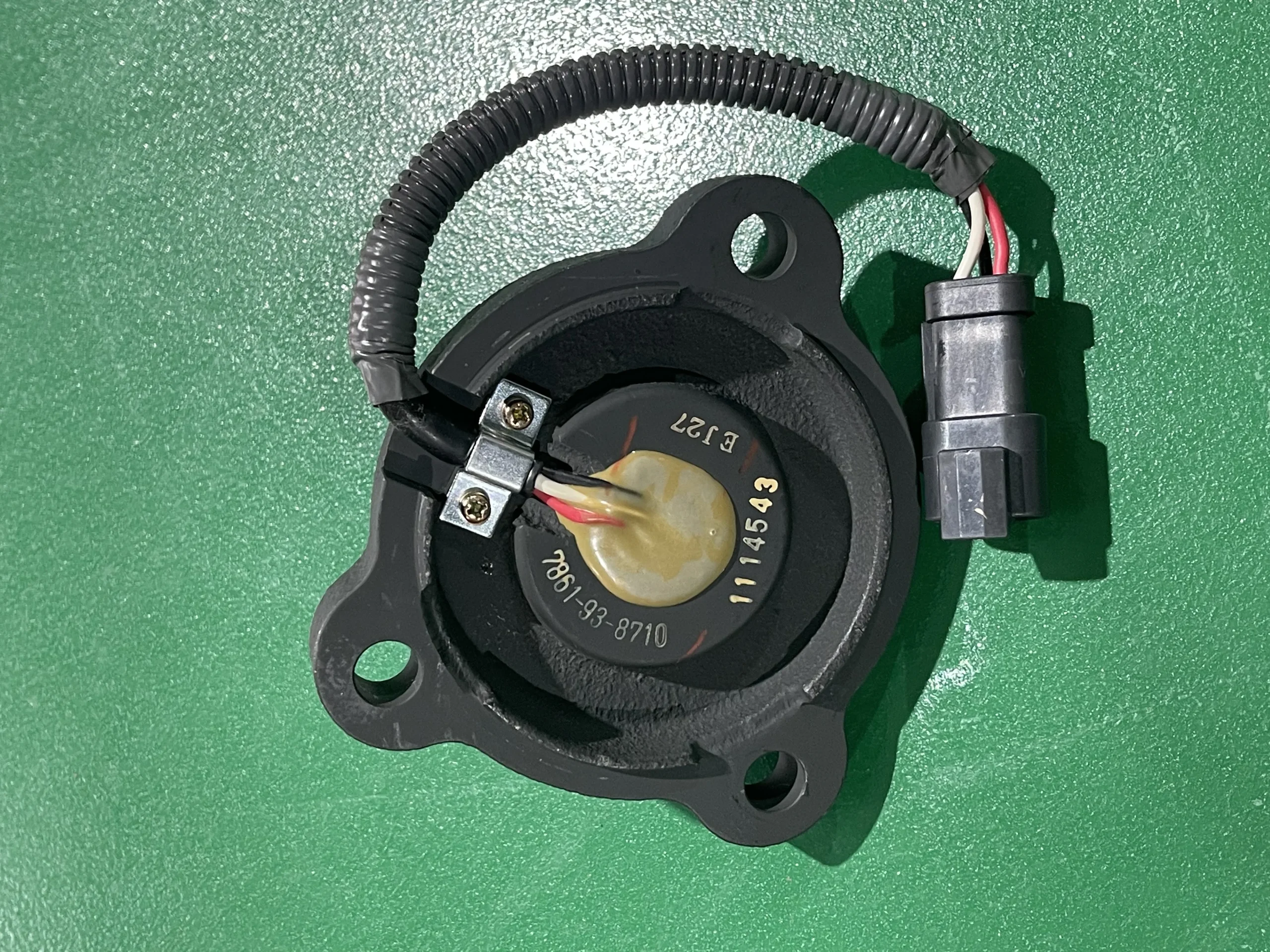 7861 – 93 – 8710 Датчик угла для Komatsu HD785 – 7
7861 – 93 – 8710 Датчик угла для Komatsu HD785 – 7 -
 Электромагнитный клапан 234 – 44 – 61430 для GD705 / 825
Электромагнитный клапан 234 – 44 – 61430 для GD705 / 825 -
 Оригинальный komatsu GD825A-2 Болт 235-27-11360
Оригинальный komatsu GD825A-2 Болт 235-27-11360 -
 корпус 195-71-74250 для KOMATSU D375A-6
корпус 195-71-74250 для KOMATSU D375A-6 -
 Бульдозер Komatsu D375A – 5 оригинальные прокладки 195 – 15 – 82570
Бульдозер Komatsu D375A – 5 оригинальные прокладки 195 – 15 – 82570