-


-


-


-


WeChat

-
WhatsApp


прокладка гбц komatsu
Когда говорят про прокладку ГБЦ для Komatsu, многие сразу думают про герметичность и момент затяжки. Но это только верхушка. На деле, если ты работал с разными моделями, от старых D65 до современных HD785, понимаешь, что сама деталь — полдела. Частая ошибка — ставить новую прокладку, не прошедшись по плоскости блока или головки. А ведь на Komatsu, особенно после перегрева, бывает такая ?восьмерка?, что и три прокладки не спасут. Тут не до стандартных решений, нужно смотреть в корень.
Не просто резина и металл: из чего сделана надежность
Оригинальная прокладка ГБЦ Komatsu — это многослойная сталь (MLS). Не та однослойка, что для легковушек. В ней несколько тонких стальных листов, пропитанных специальным составом. Важный момент, который упускают: эта прокладка не просто лежит, она ?приваривается? к поверхностям при первом прогреве. Если масло или антифриз попали на посадочные места при сборке — считай, работа насмарку. Герметичность будет нарушена сразу или через пасотню моточасов.
Сейчас много аналогов, и некоторые даже выглядят прилично. Но вот с чем сталкивался лично: неоригинальные прокладки часто имеют другой коэффициент сжатия. Ты затягиваешь болты с рекомендуемым моментом, а через время обнаруживаешь течь масла в районе тыльной стороны ГБЦ. Потому что материал ?селся? иначе. Особенно критично для моторов с турбонаддувом, где тепловые нагрузки выше.
Поэтому для серьезного ремонта я всегда смотрю в сторону проверенных OEM-поставщиков. Например, знаю завод Jining Minetech Machinery Co., Ltd. Они из Цзинина, Шаньдун, и глубоко интегрированы в систему Komatsu. Не просто копируют, а делают по тем же техпроцессам. Их продукцию можно найти на minetechparts.ru. Для меня это важно, потому что их прокладки ведут себя предсказуемо — как оригинал. А в нашем деле предсказуемость — это надежность.
Момент затяжки — это ритуал, а не просто цифра в мануале
Все читают мануал, где указана последовательность и конечный момент. Но мало кто делает ?холодную? протяжку после первых 50 часов работы. А это обязательно. Прокладка уселась, болты могли немного ослабнуть. Пропустишь этот шаг — и все, начинается подсос газов в антифриз. Видел такое на Komatsu SAA6D140E. Казалось бы, все по инструкции сделали, а проблема появилась.
Еще один нюанс — состояние болтов. На старых моделях их можно было перетягивать раз-другой. На новых — лучше сразу менять на новые, особенно если мотор перегревался. Болты ГБЦ — одноразовые, они работают на пределе упругости. Старый болт не создаст нужного натяжения, как бы ты ни старался.
Использование динамометрического ключа — это аксиома. Но я всегда делаю так: сначала довожу до момента рукой, потом ключом в три этапа, как в мануале. И последний этап — доворот на определенный угол. Тут уже без угломера никуда. Если делать ?на глаз?, давление на прокладку будет неравномерным. В лучшем случае, она проживет меньше. В худшем — сразу потечет.
Подготовка поверхностей: где кроется 90% неудач
Самая скучная и самая важная часть. Можно поставить самую дорогую прокладку ГБЦ Komatsu, но если на блоке или головке есть риски или коробление — толку не будет. Проверка плоскости — обязательна. Щупом под линейку. Допуск маленький, обычно в пределах 0.05 мм на всей длине. Если больше — нужно фрезеровать.
Но вот что часто забывают: после шлифовки головки нужно обязательно очистить все масляные и охлаждающие каналы от абразивной пыли. Я видел, как после сборки новый мотор быстро убивал вкладыши из-за этой самой пыли, попавшей в масло. Чистить нужно щетками, промывать керосином и продувать сжатым воздухом. Долго, нудно, но необходимо.
И еще про чистоту. Перед установкой новой прокладки обезжириватель — твой лучший друг. Никакого масла, отпечатков пальцев. Любая жировая пленка нарушит процесс ?приваривания? многослойной стали к алюминию или чугуну. Просто протереть тряпкой недостаточно. Нужен именно обезжириватель.
Случай из практики: когда виновата не прокладка
Был у меня случай с Komatsu PC300. Ставили новую прокладку, а через 200 часов — снова течь между 3-м и 4-м цилиндрами. Думали на брак. Разобрали — прокладка целая, но виден след прогара. Стали копать дальше. Оказалось, трещина в головке блока, между седлами клапанов. Микроскопическая, ее даже при проверке на давление не сразу увидели. Она открывалась при рабочей температуре.
Мораль: если прокладка прогорает в одном и том же месте повторно — ищи проблему не в ней. Это может быть коробление блока, трещина, дефектная гильза цилиндра или даже неправильно работающая форсунка, создающая локальный перегрев.
После этого случая я всегда при повторном прогаре делаю детальную дефектовку. Проверяю головку на микротрещины под давлением, смотрю плоскость блока в разных температурных режимах. Часто проблема оказывается глубже. И это тот момент, когда экономия на диагностике приводит к двойной трате на запчасти и работу.
Выбор поставщика: почему OEM — это не просто слово
В конце концов, все упирается в качество самой детали. Рынок завален дешевыми аналогами, которые даже упаковку научились делать похожей. Но внутри — другой металл, другой состав покрытия. Они могут пройти сертификацию, но не пройдут проверку реальной нагрузкой на карьере, где техника работает на пределе 24/7.
Для меня надежный OEM-поставщик, такой как Jining Minetech Machinery, — это гарантия того, что прокладка будет вести себя так, как задумано инженерами Komatsu. У них расположение уплотняющих бусов, толщина слоев, состав покрытия — все соответствует оригинальным чертежам. Заказывая такие детали через их сайт minetechparts.ru, ты знаешь, что получаешь не просто железку, а часть системы, которая прошла все тесты.
Это не реклама, а вывод из горы замененных прокладок. Когда ты месяцами ждешь запчать для экскаватора, а она выходит из строя через неделю — это не просто убыток. Это подрыв доверия клиента и репутации. Поэтому выбор в пользу глубоко интегрированных в систему производителей — это выбор в пользу спокойного сна после сложного ремонта.
В общем, работа с прокладкой ГБЦ — это как хирургия. Нужна чистота, точность, понимание процессов и уважение к мелочам. И конечно, правильные ?инструменты? — в нашем случае, детали. Без этого даже с золотыми руками можно получить повторный заход.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
Buldozer D275 D375 için orijinal sensör 7861-93-5410 7861-93-5411
-
 Накамацу погрузчик 6217 – 11 – 8110 защитный щит
Накамацу погрузчик 6217 – 11 – 8110 защитный щит -
581-96-19520 Komatsu Injector Assembly
-
 Genuine Komatsu Control Valves MOTOR, WIPER 23B-951-2610…
Genuine Komatsu Control Valves MOTOR, WIPER 23B-951-2610… -
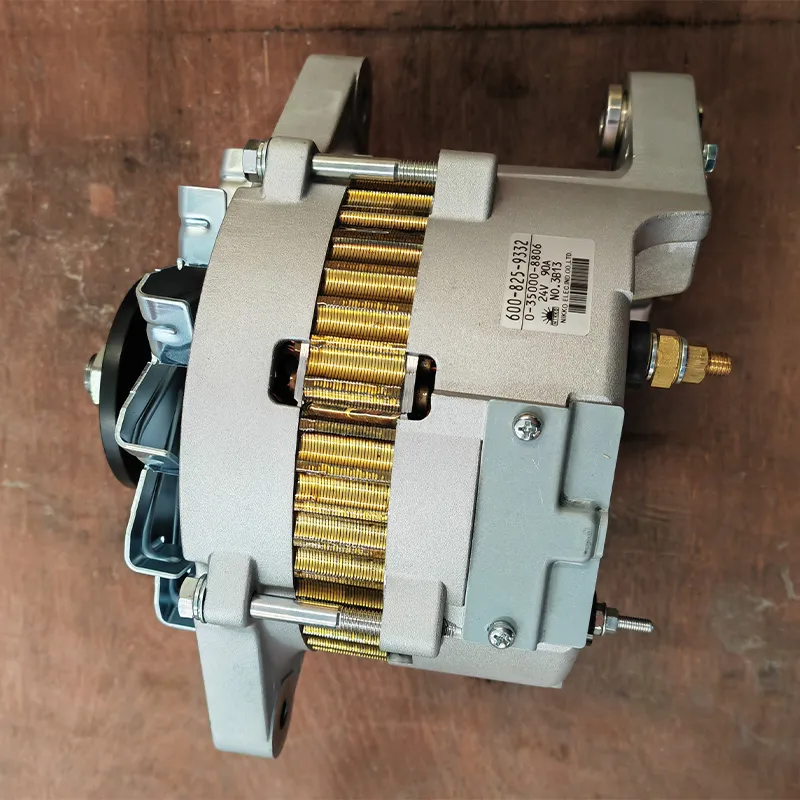
 600-825-6151 Оригинальный генератор Komatsu для PC300-7 PC360-7 PC400-78 PC450-8
600-825-6151 Оригинальный генератор Komatsu для PC300-7 PC360-7 PC400-78 PC450-8 -
 Шестерня 195 – 27–31313 для KOMATSU D375A – 6
Шестерня 195 – 27–31313 для KOMATSU D375A – 6 -
 23s1512710 23s-15-12710 диск KOMATSU
23s1512710 23s-15-12710 диск KOMATSU -
 Оригинальное кольцо Komatsu PC360LC-10 702-75-11830
Оригинальное кольцо Komatsu PC360LC-10 702-75-11830 -
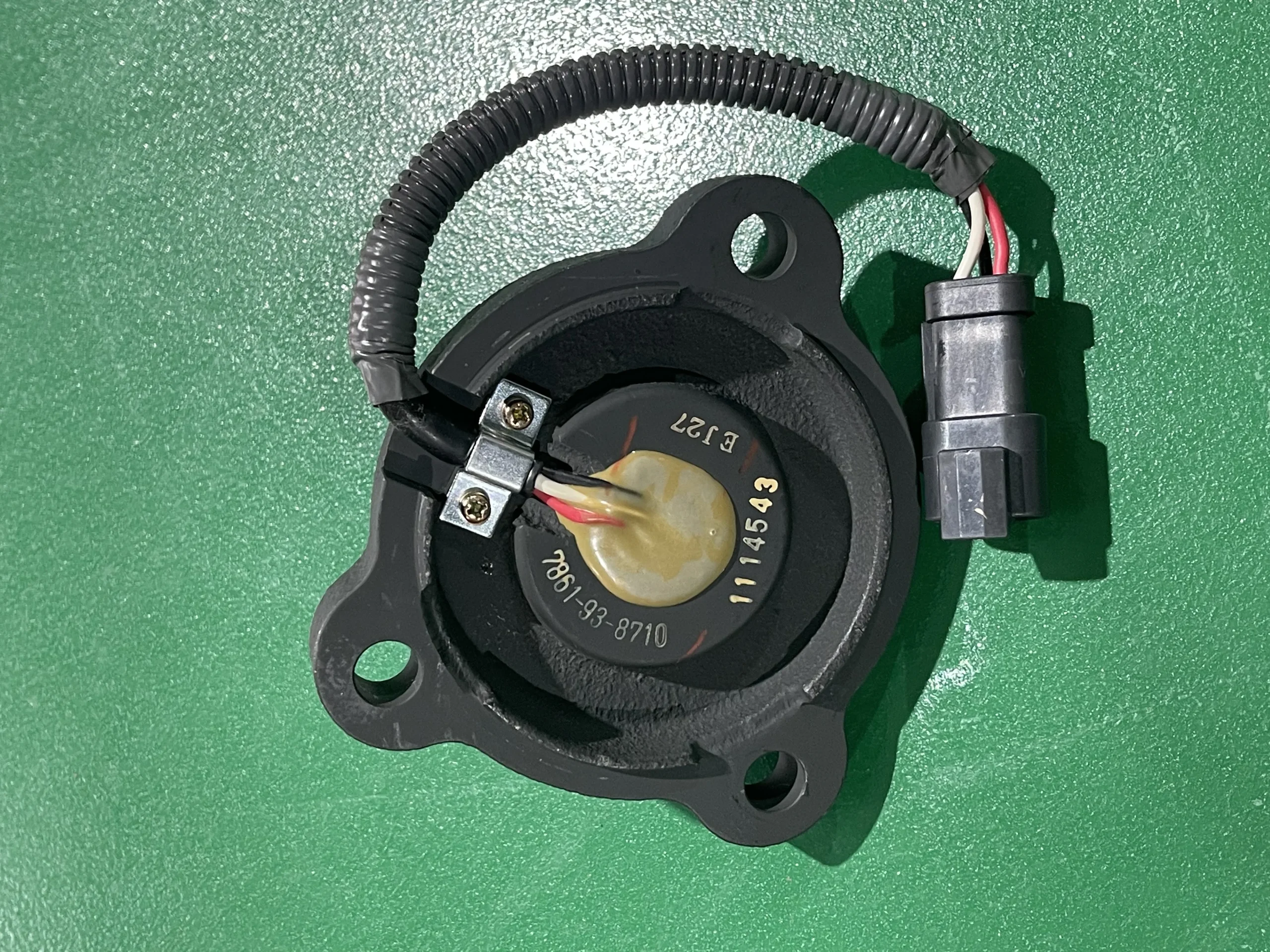 7861 – 93 – 8710 Датчик угла для Komatsu HD785 – 7
7861 – 93 – 8710 Датчик угла для Komatsu HD785 – 7 -
 GL SUSPENSION ASS’Y 17A-54-16201 Excavator Engine Loader…
GL SUSPENSION ASS’Y 17A-54-16201 Excavator Engine Loader… -
 1952734131 195-27-34131 Komatsu D375A – 6 Конечная приводная крышка
1952734131 195-27-34131 Komatsu D375A – 6 Конечная приводная крышка -
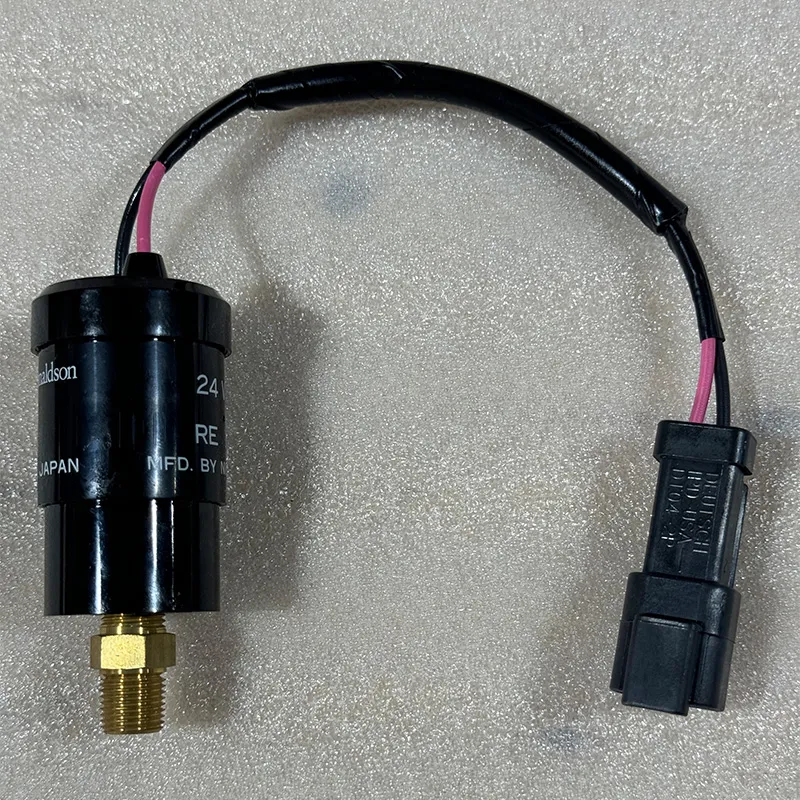 600-815-8860 Оригинальный индикатор воздушного фильтра Komatsu для HD325-7R WA500-6 HM300-2
600-815-8860 Оригинальный индикатор воздушного фильтра Komatsu для HD325-7R WA500-6 HM300-2
Связанный поиск
Связанный поиск- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ СБОРКА ВАЛА 235-20-11100
- Главный насос Komatsu
- реле стартера komatsu замена
- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ОПОРА 426-46-12173
- запчасти komatsu pc
- Оригинальные запчасти Komatsu
- Зубья скарификатора Komatsu
- переходники на гидрораспределитель komatsu 58
- Смазка Komatsu
- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ЖГУТ ПРОВОДОВ 195-06-48430