-


-


-


-


WeChat

-
WhatsApp


опорный каток Komatsu
Когда говорят про опорный каток Komatsu, многие сразу думают о банальном ?колесе? на гусенице. Но именно здесь кроется масса подводных камней, из-за которых даже опытные механики иногда попадают впросак. Самый частый миф — что все катки примерно одинаковы, лишь бы размер подошел. На деле же, разница между оригиналом, качественным аналогом и дешевой подделкой проявляется не сразу, а через 500-800 моточасов, и тогда уже счет идет на десятки тысяч рублей ремонта. Я сам долгое время считал, что главное — это твердость поверхности, пока не столкнулся с серией преждевременных трещин на ступицах у моделей серии D375. Оказалось, куда критичнее была внутренняя структура металла и качество термообработки, которые не проверишь ?на глаз?.
От чертежа до реальной нагрузки: что упускают из виду
Брал как-то партию катков для PC400-8. В спецификациях всё идеально: размеры, материал, нагрузка. Но уже при монтаже заметил, что посадка на ось идет чуть туже, чем у оригинала. Решил, что это даже хорошо, ?посадка с натягом?. Ошибка. Через пару месяцев работы в карьере начался повышенный износ буксовых узлов. При разборе выяснилось — внутреннее отверстие катка имело микроскопическое отклонение от цилиндричности, что создавало неравномерное давление и перегрев. Производитель, конечно, ссылался на условия эксплуатации. С тех пор для ответственных объектов всегда требую протоколы контроля геометрии не только по внешним контурам, но и по посадочным местам. Особенно это критично для тяжелых бульдозеров, например, Komatsu D65, где нагрузка динамическая и с ударными компонентами.
Еще один момент — балансировка. Казалось бы, зачем балансировать каток, который не вращается с высокой скоростью? Но при движении техники по твердому основанию (например, на укладке дорожного полотна) дисбаланс вызывает вибрацию, которая передается на всю ходовую часть и раму. Это не мгновенная поломка, это ?усталостный? эффект. У одного из поставщиков, с которым мы работали, была история, когда на D155 выходили из строя подшипники качения именно на одной стороне. Долго искали причину, пока не проверили балансировку всех опорных катков в сборе. Дефект был у двух из шести.
Здесь, кстати, стоит упомянуть про опорный каток Komatsu от специализированных OEM-заводов. Например, китайская компания Jining Minetech Machinery Co., Ltd., которая глубоко интегрирована в систему Komatsu. Их подход часто отличается тем, что они могут предложить модификации под специфические условия — например, усиленные версии для работы в условиях абразивных пород с дополнительными наплавками. Это не просто копия, а именно адаптация. На их сайте minetechparts.ru можно увидеть, что они позиционируют себя именно как производитель, работающий по стандартам и технологическим картам Komatsu, что уже говорит о другом уровне контроля процесса, нежели у универсальных мастерских.
Сварка, металл и ?невидимые? дефекты
Самое слабое место у многих аналогов — зона сварки обода со ступицей. Оригинал Komatsu использует многостадийный процесс с контролем на каждом этапе. У дешевых аналогов сварка часто выполнена ?в один проход?, что приводит к остаточным напряжениям в металле. В условиях Крайнего Севера, где мы эксплуатировали несколько D375, такие катки давали трещину именно по сварному шву после резких перепадов температур. Причем трещина шла не снаружи, а изнутри, и визуально ее было не обнаружить до момента серьезного раскрытия.
Металл — отдельная тема. Марка стали — это одно, а ее реальные свойства после всех обработок — другое. Был случай с катками для экскаватора PC300. По документам сталь 40Х, всё в норме. Но при отбое (работе с мерзлым грунтом) на поверхности беговой дорожки появлялись не износные борозды, а что-то вроде ?выкрашивания?. Лабораторный анализ показал повышенное содержание неметаллических вклющений — следствие экономии на этапе выплавки стали. Каток формально выдерживал нагрузку, но его ресурс упал втрое. Поэтому сейчас при заказе крупных партий мы всегда настаиваем на предоставлении образца для проведения собственных испытаний на ударную вязкость и микроструктуру.
Именно в таких вопросах сотрудничество с проверенными OEM-производителями, такими как Jining Minetech Machinery, дает преимущество. Их завод в Цзинине, провинция Шаньдун, построен именно под производство подобных компонентов. Глубокая интеграция в систему Komatsu подразумевает доступ к техническим регламентам и, что важно, к потоку обратной связи от конечных эксплуатантов. Это не гарантия абсолютной безотказности, но это система, которая минимизирует риски фундаментальных ошибок в технологии.
Практика замены и монтажа: мелочи, которые решают всё
Даже идеальный опорный каток Komatsu можно убить при неправильном монтаже. Классическая ошибка — использование ударного инструмента при запрессовке подшипников или сальников. Вибрация от отбойного молотка повреждает посадочные поверхности и саму структуру металла в зоне контакта. Надо использовать гидравлический пресс. И всегда — динамометрический ключ для затяжки крепежа. Перетянутые болты на крышках приводят к деформации посадочного гнезда подшипника и его перекосу.
Еще один нюанс — момент затяжки. Он разный для катков разных моделей. Для легкой серии, типа Komatsu D39, и для гиганта D475 — абсолютно разные значения. И эти данные не всегда есть в свободном доступе. Часто механики, особенно в полевых условиях, затягивают ?от души?, что приводит к закусыванию подшипника уже на первых часах работы. У нас был прецедент, когда после замены полного комплекта катков на бульдозере Komatsu D85 экскаваторщик пожаловался на странный гул. Оказалось, механик перетянул все гайки крепления, руководствуясь старой памяткой от другой машины.
Смазка. Казалось бы, тут всё просто. Но нет. Важно не только заложить правильную консистентную смазку (я предпочитаю литиевые высокотемпературные), но и правильно рассчитать объем. Недостаток смазки — перегрев и износ. Избыток — в некоторых конструкциях сальников это приводит к росту внутреннего давления при нагреве и выдавливанию сальников. Для каждой модели Komatsu есть свой регламент, и его лучше придерживаться. Особенно это касается машин, работающих в режиме 24/7, где интервалы обслуживания строго регламентированы.
Взаимодействие с другими элементами ходовой части
Опорный каток Komatsu никогда не работает сам по себе. Его состояние напрямую влияет на гусеничную ленту, башмаки, ведущие и направляющие колеса. Например, изношенный каток с конусной беговой дорожкой начинает ?резать? башмаки гусеницы, приводя к их ускоренному и неравномерному износу. А это уже в разы более дорогой узел для замены. Поэтому при диагностике ходовой всегда нужно смотреть на всю цепочку.
Был показательный случай на экскаваторе Komatsu PC700. Клиент жаловался на быстрый износ гусениц. Осмотр показал, что два центральных катка имели меньший диаметр, чем остальные (их меняли ранее). В результате нагрузка распределялась неравномерно, гусеница ?провисала? на этих участках и терлась о раму, плюс возникало повышенное давление на зубья ведущей звездочки. Проблема решилась только заменой всего комплекта катков на новый, с обязательной проверкой диаметрального ряда. После этого ресурс гусениц вернулся к нормативному.
Зазоры. Регламентированные зазоры между катками и гусеницей — не просто цифры. Их увеличение сверх нормы (что естественно происходит со временем) приводит к ударным нагрузкам при перекатывании гусеницы. Это дополнительный шум, вибрация и, опять же, ускоренный износ пальцев и втулок гусеничной цепи. При плановом ТО всегда нужно замерять эти зазоры. Если они приближаются к предельным, стоит планировать замену катков в среднесрочной перспективе, чтобы не доводить до каскадного отказа других узлов.
Экономика ремонта vs. замены: личный взгляд
Часто встает вопрос: восстанавливать старый каток (наплавка, проточка) или ставить новый? Универсального ответа нет. Для машин с небольшим остаточным ресурсом (скажем, до капитального ремонта двигателя осталось 3000 моточасов) иногда выгоднее качественное восстановление. Но тут важно понимать, что наплавка беговой дорожки меняет термическое состояние металла, и если технология не соблюдена, такой каток проживет недолго. Я видел удачные примеры, когда восстановленные катки от специализированных цехов служили 70-80% от ресурса нового. Но это были цеха с полным циклом, включая последующую термообработку и шлифовку.
Для техники, которая работает на критически важном объекте с высокой стоимостью простоя, я всегда рекомендую новую оригинальную или OEM-замену. Риск внезапного выхода из строя восстановленного узла слишком высок. Простой карьерного экскаватора обходится в сотни тысяч рублей в сутки. Экономия в 30% на комплекте катков здесь просто неоправданна. В этом контексте поставщики вроде Jining Minetech Machinery Co., Ltd. предлагают разумный баланс: это не оригинал по цене Komatsu, но и не кустарный аналог. Это предсказуемое качество от фабрики, которая делает именно это и знает все стандарты. Их сайт minetechparts.ru полезно изучить именно для понимания их компетенций и ассортимента — видно, что они сфокусированы на ходовой части.
В итоге, выбор всегда за конкретными условиями. Нет смысла ставить топовые катки на машину, которая работает 100 часов в год на мягком грунте. И наоборот, пытаться сэкономить на узлах для техники, которая ?кормит? весь карьер — верх легкомыслия. Главное — понимать, что опорный каток Komatsu это не расходник, а полноценный инженерный узел, от которого зависит судьба гораздо более дорогих агрегатов. И подход к нему должен быть соответствующим — с пониманием металла, нагрузок и технологии. Всё остальное — путь к незапланированным простоям и разборкам с руководством.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Блок переключателей Komatsu 702-16-02144 Komatsu
Блок переключателей Komatsu 702-16-02144 Komatsu -
 NEW 707-46-14050 Втулка сферическая для KOMATSU PC2000-8 PC2000-11 7074614050
NEW 707-46-14050 Втулка сферическая для KOMATSU PC2000-8 PC2000-11 7074614050 -
 Оригинальный клапанный узел Komatsu D155A-3 17A-49-21100
Оригинальный клапанный узел Komatsu D155A-3 17A-49-21100 -
 Все виды оригинальных шпинделей Komatsu, добро пожаловать в запрос
Все виды оригинальных шпинделей Komatsu, добро пожаловать в запрос -
 VALVE 234-44-61430 KOMATSU
VALVE 234-44-61430 KOMATSU -
 Оригинальный выпускной коллектор Komatsu 6215-11-5182 HD785-7
Оригинальный выпускной коллектор Komatsu 6215-11-5182 HD785-7 -
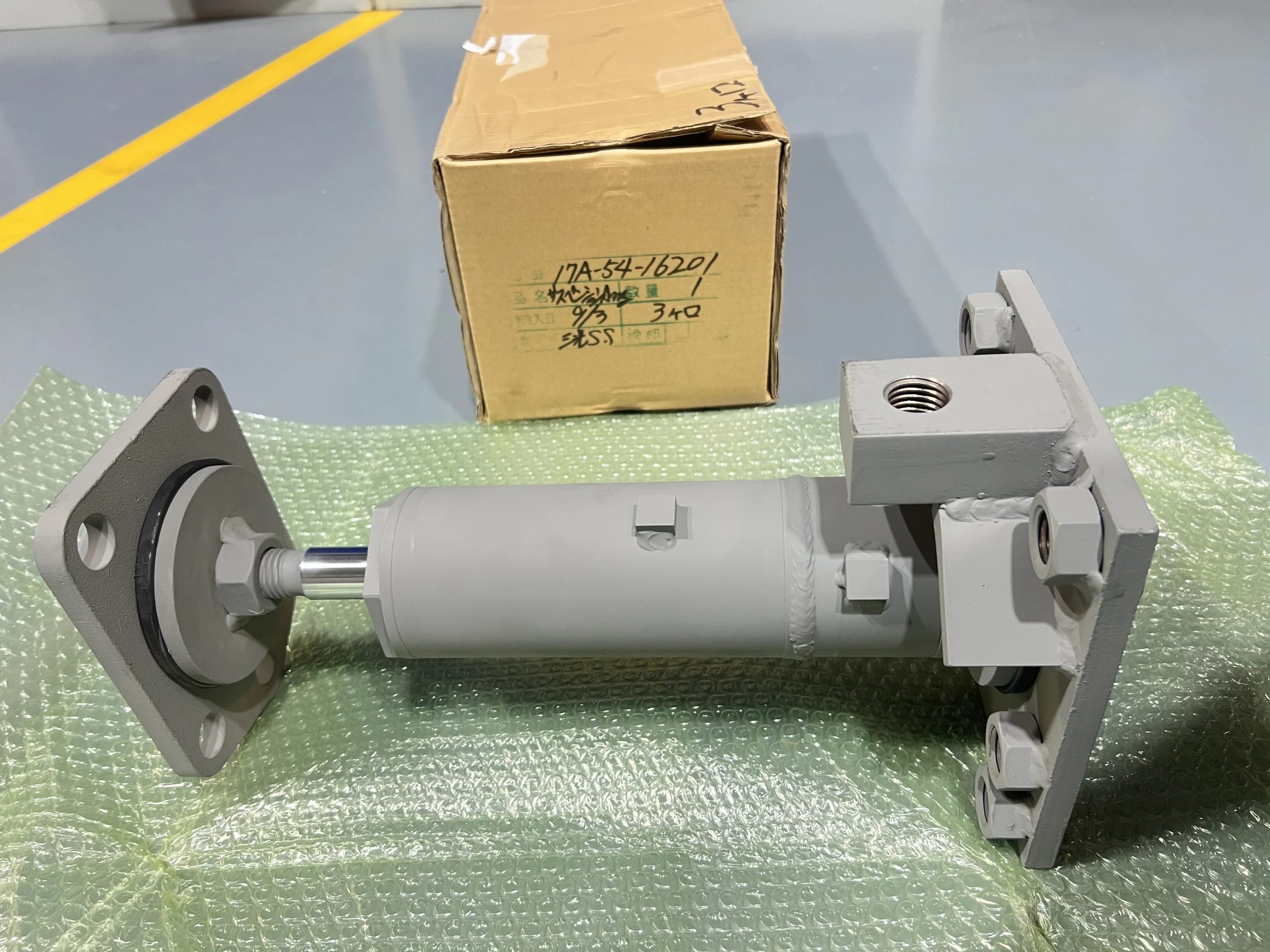 Komatsu Damper 17A-54-16201 for D155AX-3a
Komatsu Damper 17A-54-16201 for D155AX-3a -
 China Brake Valve 425-43-37200 For Komatsu…
China Brake Valve 425-43-37200 For Komatsu… -
 Standard D375A-5 Spacer 195-15-82570 for Komatsu Mining Equipment
Standard D375A-5 Spacer 195-15-82570 for Komatsu Mining Equipment -
 Оригинальный клапанный узел Komatsu HD1200-1 581-30-21401
Оригинальный клапанный узел Komatsu HD1200-1 581-30-21401 -
 Оригинальный пилотный клапан Komatsu PC2000-8 708-7S-01330
Оригинальный пилотный клапан Komatsu PC2000-8 708-7S-01330 -
 566-88-66143 Датчик числа оборотов 566-88-66141
566-88-66143 Датчик числа оборотов 566-88-66141