-


-


-


-


WeChat

-
WhatsApp


коронки ковша komatsu
Если говорить о коронках ковша Komatsu, многие сразу думают о заводском оригинале и его цене. Но в реальности, на карьере или в угольном разрезе, история часто сложнее. Не каждый экскаватор работает в идеальных условиях, прописанных в каталоге, и не каждая ?оригинальная? коронка, купленная у посредника, оказывается именно той, что нужна. Часто проблема не в самой детали, а в непонимании, для какого именно грунта, с каким усилием и в каком цикле она будет работать. Лично сталкивался с ситуациями, когда заказчик ругает качество, а по факту — неправильно подобран тип или просто попался контрафакт под видом OEM. Вот об этих нюансах, которые редко пишут в спецификациях, и стоит поговорить.
Не просто ?зубья?: конструкция и материалы
Когда берешь в руки коронку для, скажем, PC800 или HD785, первое, на что смотришь — не на маркировку, а на износ по тыльной части и на структуру металла на сломе. Оригинал Komatsu держит ударную вязкость даже в -30, это чувствуется. Но многие не знают, что сам OEM часто заказывает литье у специализированных заводов, которые годами отрабатывают химический состав и термообработку. Например, китайский производитель Jining Minetech Machinery Co., Ltd., который глубоко интегрирован в систему Komatsu как OEM-поставщик, как раз из таких. Их сайт minetechparts.ru полезно изучить не для рекламы, а чтобы понять геометрию и каталогизацию — там видно, как они дробят модели под разные типы породы.
А вот распространенная ошибка: ставят коронки от более тяжелой модели на легкую машину, думая, что они ?прочнее?. На деле нарушается баланс ковша, увеличивается нагрузка на узлы крепления, и итоговый износ всего узла получается выше. Сам видел, как на PC300 ставили коронки от PC400, думая сэкономить на частоте замены, а в итоге меняли и адаптеры, и сам ковш раньше срока. Материал, конечно, важен — но геометрия и вес не менее критичны.
Еще один момент — система крепления. Шплинт, клин, болт… Кажется мелочью, но в полевых условиях, когда техника в грязи, возможность быстрой замены без специального инструмента решает. У Komatsu свои стандарты, но и здесь есть вариации. Иногда локальные производители, те же Minetech, предлагают модификации с усиленным пазом под клин — для абразивных грунтов, где люфт появляется быстрее. Это не отход от оригинала, а скорее практическая доработка, рожденная из жалоб с карьеров.
Подбор под грунт: где теория расходится с практикой
В каталогах все красиво: для скалы — одни, для песка — другие. Но на том же угольном разрезе ?скала? может быть разной — есть плотные сланцы, есть разрушенные известняки, а есть мерзлота. Для каждого случая угол атаки и форма передней грани коронки должны быть разными. Оригинальные коронки Komatsu часто идут как универсальный вариант, но их ресурс может падать в разы, если не угадал.
Помню случай на добыче железняка: поставили стандартные остроконечные коронки, а порода оказалась с большим включением глины — она налипала, ковш не очищался, производительность упала на треть. Перешли на коронки с ребрами жесткости и скругленным кончиком (такие есть в ассортименте у того же Minetech), проблема ушла. Но на это ушло две недели простоя и несколько пробных комплектов. Вывод: всегда нужно вести свой ?журнал испытаний? для конкретного участка, а не полагаться на общие рекомендации дилера.
Тут еще важен момент с системой Komatsu в целом. Если машина новая, на гарантии, то любые неоригинальные запчасти — риск. Но когда парк стареет, а стоимость часа простоя считается отдельно, многие управляющие идут на использование совместимых аналогов от проверенных OEM-заводов. Главное — чтобы геометрия и твердость точно соответствовали, иначе износ адаптеров будет катастрофическим. Проверял лично: брал коронку от интегрированного производителя, того же Jining Minetech Machinery, и ставил рядом с оригиналом на одном забое — разницы в ресурсе на первом цикле износа (до 30%) не было, а по цене выходило на 25-30% дешевле. Но это именно при работе в грунте средней абразивности. Для твердых скальных пород все же склоняюсь к оригиналу, если бюджет позволяет.
Ложная экономия и риски с контрафактом
Самая большая головная боль — это рынок подделок. Выглядят как оригинал, упакованы похоже, но работают две-три смены. Определить на глаз сложно, но есть маркеры: нечеткая маркировка, цвет металла на изломе (слишком зернистый или, наоборот, стекловидный), несовпадение веса. Часто такие ?аналоги? делают из переплавленного металла без должной термообработки.
Был печальный опыт на строительстве дороги: закупили партию коронок для Komatsu по привлекательной цене, якобы от партнерского завода. После двух дней работы половина раскололась, одна и вовсе слетела, повредив стрелу. Расследование показало — поставщик купил брак у какого-то кустарного цеха и перепродал под видом сертифицированной продукции. С тех пор всегда требую сертификаты химического анализа и ударной вязкости, даже если это увеличивает время закупки. Сайты типа minetechparts.ru, где производитель прямо указывает свою интеграцию с Komatsu и выкладывает техническую документацию, вызывают больше доверия — по крайней мере, есть к кому предъявить претензию.
Экономия на коронках — это иллюзия. Дешевый зуб изнашивается в 2-3 раза быстрее, плюс ускоряет износ адаптера и ковша. В итоге стоимость тонны вынутой породы получается выше. Гораздо разумнее считать не цену за штуку, а цену за моточас работы с учетом всех сопутствующих издержек. И иногда оказывается, что качественный аналог от проверенного OEM-завода, который специализируется именно на системе Komatsu, дает лучший баланс стоимости и ресурса, чем ?оригинал? из непонятной цепочки поставок.
Монтаж и обслуживание: мелочи, которые решают все
Даже идеальная коронка быстро выйдет из строя, если ее неправильно поставить. Основная ошибка — недожатый клин или изношенный адаптер. Зазор в пару миллиметров приводит к ударным нагрузкам, коронка расшатывается и ломается. При монтаже обязательно нужно очищать посадочное место от грязи и окалины — кажется очевидным, но в полевых условиях этим часто пренебрегают.
Еще один нюанс — момент затяжки. Для разных систем он свой, и его нужно соблюдать динамометрическим ключом, а не ?на глаз?. Перетянешь — можно сорвать резьбу или создать внутренние напряжения в металле, ослабишь — будет люфт. В инструкциях к аналогам, например, от того же Minetech, эти моменты обычно прописаны, и стоит их придерживаться, даже если ?всегда делали по-другому?.
Регулярный осмотр — не просто формальность. Нужно смотреть не только на сам зуб, но и на его посадку. Если виден неравномерный зазор или следы деформации на адаптере, менять нужно весь узел. Частая ротация коронок (перестановка их местами на ковше) тоже помогает распределить износ более равномерно. Это простые, но эффективные практики, которые продлевают жизнь не только коронкам ковша Komatsu, но и всей ковшовой группе.
Перспективы и личный вывод
Рынок запчастей для Komatsu не стоит на месте. Сейчас вижу тенденцию, когда крупные OEM-производители, такие как Jining Minetech Machinery Co., Ltd. из Цзинина, не просто копируют оригиналы, а предлагают свои инженерные решения — например, коронки с наплавкой твердого сплава в критических зонах или измененной геометрией для конкретных типов разрушения. Это уже не просто аналог, а скорее эволюция детали под реальные запросы. Их сайт minetechparts.ru — хороший пример, как производитель старается донести именно технические особенности, а не только цены.
Стоит ли слепо гнаться за оригиналом? Мой опыт говорит, что нет. Стоит искать надежного производителя, который глубоко понимает систему Komatsu, имеет доказанную интеграцию и готов предоставить полную техническую поддержку. Ресурс, совместимость и итоговая экономика — вот три китика. Иногда это будет оригинальная деталь от Komatsu, иногда — качественный продукт от специализированного завода-изготовителя. Главное — понимать, что именно ты покупаешь и для каких условий.
В итоге, разговор о коронках ковша Komatsu — это всегда разговор о компромиссе между стоимостью, ресурсом и условиями работы. Нет универсального ответа. Есть только практика, внимательный подбор и готовность анализировать каждый случай отдельно. И да, вести тот самый ?журнал испытаний? — самую ценную вещь, которой нет ни в одном каталоге.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Roller Cap 195-30-62141 for Komatsu Dozer
Roller Cap 195-30-62141 for Komatsu Dozer -
 Оригинальный плавающий сальник Komatsu 425-33-00111 WA600-6
Оригинальный плавающий сальник Komatsu 425-33-00111 WA600-6 -
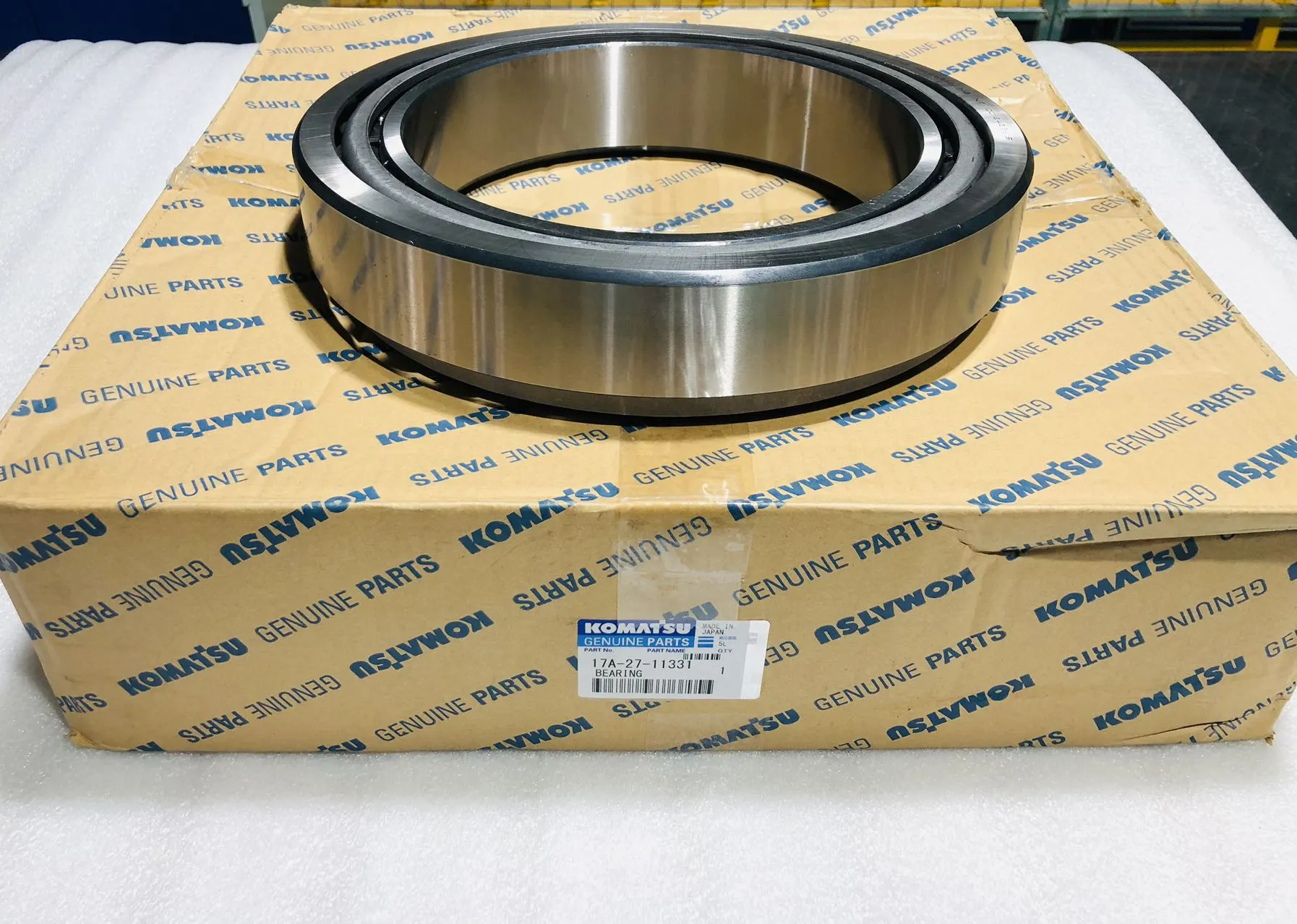 Komatsu 17A-27-11331 Bearing, price for original… — Pricing.Parts
Komatsu 17A-27-11331 Bearing, price for original… — Pricing.Parts -
 Шестерня 195 – 27–31313 для KOMATSU D375A – 6
Шестерня 195 – 27–31313 для KOMATSU D375A – 6 -
 Komatsu Inside cover 17A-54-18270 for Bulldozer D155AX-5
Komatsu Inside cover 17A-54-18270 for Bulldozer D155AX-5 -
 6212-21-2511komatsuS6D140-1U-F S6D140E-2D-6 S6D140E-2C-6 S6D140-1G-F
6212-21-2511komatsuS6D140-1U-F S6D140E-2D-6 S6D140E-2C-6 S6D140-1G-F -
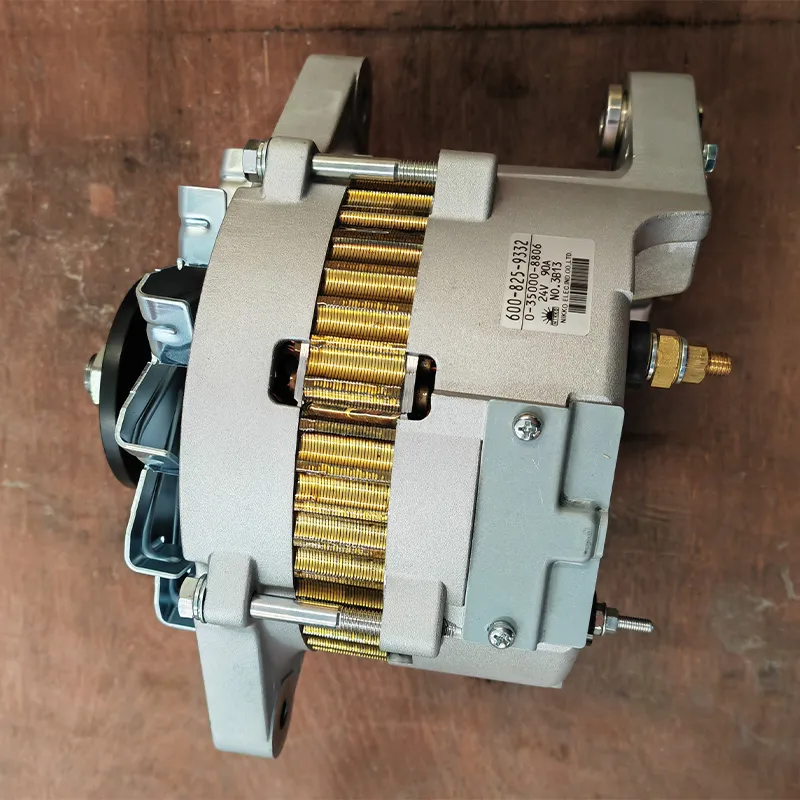 600-825-9332 Оригинальный генератор Komatsu для S6D125 6D140 12V140
600-825-9332 Оригинальный генератор Komatsu для S6D125 6D140 12V140 -
 Оригинальный клапанный узел Komatsu HD785-7 561-15-75500
Оригинальный клапанный узел Komatsu HD785-7 561-15-75500 -
 600-815-8860 Оригинальный индикатор воздушного фильтра Komatsu для HD325-7R WA500-6 HM300-2
600-815-8860 Оригинальный индикатор воздушного фильтра Komatsu для HD325-7R WA500-6 HM300-2 -
 07042-00211 ПРОБКА ЗАГЛУШКА Komatsu
07042-00211 ПРОБКА ЗАГЛУШКА Komatsu -
 561-88-66143 датчик числа оборотов 566-88-66142 HD785 Комацу
561-88-66143 датчик числа оборотов 566-88-66142 HD785 Комацу -
 Оригинальный выпускной коллектор Komatsu 6215-11-5182 HD785-7
Оригинальный выпускной коллектор Komatsu 6215-11-5182 HD785-7
Связанный поиск
Связанный поиск- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ШТИФТ 427-S95-3461
- Ходовая часть Komatsu
- Запчасти для шарнирно-сочленённых самосвалов Komatsu
- Двигатель стартера Komatsu
- Круговой привод Komatsu
- Поиск по номеру детали Komatsu
- радиатор гидравлический komatsu wb93s
- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ТОРМОЗНАЯ КАМЕРА 561-35-61400
- Комплект подшипников Komatsu
- предохранители komatsu d65ex