-


-


-


-


WeChat

-
WhatsApp


Головка блока цилиндров двигателя Komatsu
Если кто-то думает, что ГБЦ Komatsu — это просто алюминиевая отливка с клапанами, он глубоко ошибается. На практике это целый мир нюансов, от которых зависит, проработает ли двигатель серии SAA6D140 или S6D140 свои положенные 12 000 моточасов или заглохнет на полпути. Многие, особенно те, кто работает с восстановленными запчастями, упускают из виду микротрещины в зоне перемычки между седлами клапанов — а это, между прочим, самая частая причина попадания охлаждающей жидкости в цилиндры на моделях PC300 или HD785. Лично сталкивался, когда пытались сэкономить на головке для D155, в итоге — капитальный ремонт всего блока втридорога.
Ошибки при выборе и установке: дорогостоящие уроки
Самый болезненный опыт — это несоответствие геометрии привалочной плоскости. Казалось бы, берешь головку блока цилиндров для Komatsu D375, все номера деталей сходятся. Но после протяжки и запуска начинается прогар прокладки. Оказалось, у восстановленного узла была невидимая глазу деформация ?пропеллером? в пару сотых миллиметра. Стандартный щуп не ловит, нужна проверка на поверочной плите с краской. Теперь всегда это требую.
Еще один момент — качество замены направляющих втулок клапанов. Если их запрессовать без должного охлаждения головки и нагрева втулки, алюминиевое гнездо может дать микротрещину. Проблема проявится не сразу, а через 500-800 часов, когда начнется повышенный расход масла на угар. Видел такие случаи на двигателях SAA6D125 от экскаваторов Komatsu РС400. Ремонтники часто грешат, делая эту операцию ?на глазок? в полевых условиях.
Что касается самих клапанов, то здесь важно не только состояние фаски, но и материал. Для некоторых модификаций, работающих на тяжелом топливе, используются клапаны с наплавкой стеллитом. Установка обычного аналога приведет к выработке седла за считанные месяцы. Проверяйте маркировку на торце.
Где искать надежные компоненты: OEM против ?универсала?
Оригинальные головки от Komatsu — это, конечно, эталон, но цена и сроки поставки часто становятся критичными. Рынок завален аналогами разного качества. Мой принцип — искать специализированных OEM-производителей, которые глубоко интегрированы в систему Komatsu и работают по тем же чертежам и стандартам. Один из таких проверенных вариантов — продукция от Jining Minetech Machinery Co., Ltd..
Почему акцентирую на них? Потому что это не просто торговый посредник. Это завод из Цзинина (Шаньдун), который именно производит. Работая с их компонентами, например, для головок цилиндров двигателей серии S6D, видно внимание к деталям: каналы системы охлаждения отлиты чисто, без литейного нагара, резьбовые отверстия под шпильки обработаны точно, без смещения. Это снижает риск перекоса при сборке.
Их сайт minetechparts.ru стал для меня полезным источником для уточнения спецификаций. Там можно найти точные схемы, что особенно важно при заказе головок для более старых моделей, где номера могли стереться. Компания позиционирует себя как специализированный OEM-завод, и на практике это чувствуется — детали часто поставляются в ?белой? упаковке, готовые к установке, с правильной геометрией.
Нюансы термообработки и контроль микроструктуры
Мало кто задумывается, но ресурс головки блока цилиндров двигателя Komatsu на 70% определяется правильной термообработкой после ремонта или при первичном литье. Алюминиевый сплав должен иметь определенную твердость, чтобы противостоять ?усталости? от постоянных тепловых циклов. Слишком мягкий — будет ?плыть?, слишком твердый — станет хрупким и треснет.
У производителей вроде Minetech этот процесс, судя по стабильности продукции, хорошо отлажен. На срезах видна однородная мелкозернистая структура металла. Это важно для предотвращения трещин, идущих от свечных колодцев — бич для многих двигателей Komatsu, работающих в режиме постоянной перегрузки, как на карьерных самосвалах.
При самостоятельном ремонте никогда не экономьте на искусственном старении головки после сварки трещин или замены седел. Если печь не имеет точного контроля температуры, лучше отдать эту операцию на сторону. Видел, как ?домашняя? термообработка приводила к локальным напряжениям и новой, уже более серьезной, трещине через короткое время.
Практические советы по диагностике перед покупкой
Допустим, вы выбираете головку блока. Первое — визуальный осмотр камер сгорания и выпускных портов. Следы кавитации или глубокой эрозии? Откладывайте. Даже если ее профрезеруют, толщина уменьшится, и она станет более уязвимой к перегреву.
Второе — обязательная проверка на герметичность под давлением. Не доверяйте бумажкам, делайте тест сами. Заглушите все каналы, подайте в рубашку охлаждения воду под давлением 4-5 бар и наблюдайте минут 15. Появление капель в области седел клапанов или между цилиндрами — гарантированный отказ в будущем.
И третье, о чем часто забывают, — проверка состояния резьбы под форсунки (если речь о дизеле). Сорванную резьбу можно восстановить ввертышем, но это дополнительная точка потенциальной утечки газов или топлива. Лучше искать узел с идеальной родной резьбой.
Заключительные мысли: экономия vs. надежность
Работа с такими узлами, как головка блока цилиндров для двигателей Komatsu, учит одному: скупой платит дважды, а в нашем случае — трижды, если считать простой дорогой техники. Выбор в пользу качественного OEM-производителя, того же Minetech, — это не переплата, а страховка.
Итог прост. Уважайте инженерную сложность этой детали. Она не терпит халатности ни в производстве, ни в ремонте, ни в выборе. Правильная головка, установленная с соблюдением всех моментов затяжки и с правильной прокладкой, — это фундамент для тысяч часов беспроблемной работы экскаватора, бульдозера или самосвала. Все остальное — лотерея, в которую лучше не играть.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Оригинальный пилотный клапан Komatsu WA480-6 702-16-03461
Оригинальный пилотный клапан Komatsu WA480-6 702-16-03461 -
581-96-19520 Komatsu Injector Assembly
-
 Оригинальная ось Komatsu D375A-5 195-15-72520
Оригинальная ось Komatsu D375A-5 195-15-72520 -
 Alloy Steel 7-Tooth Chainsaw Drive Sprocket Kit 14Y-21-13242 for…
Alloy Steel 7-Tooth Chainsaw Drive Sprocket Kit 14Y-21-13242 for… -
 Оригинальная втулка Komatsu D375A-1 195-61-41160
Оригинальная втулка Komatsu D375A-1 195-61-41160 -
 Оригинальный шестеренчатый насос Komatsu HD605-7R 705-95-05140
Оригинальный шестеренчатый насос Komatsu HD605-7R 705-95-05140 -
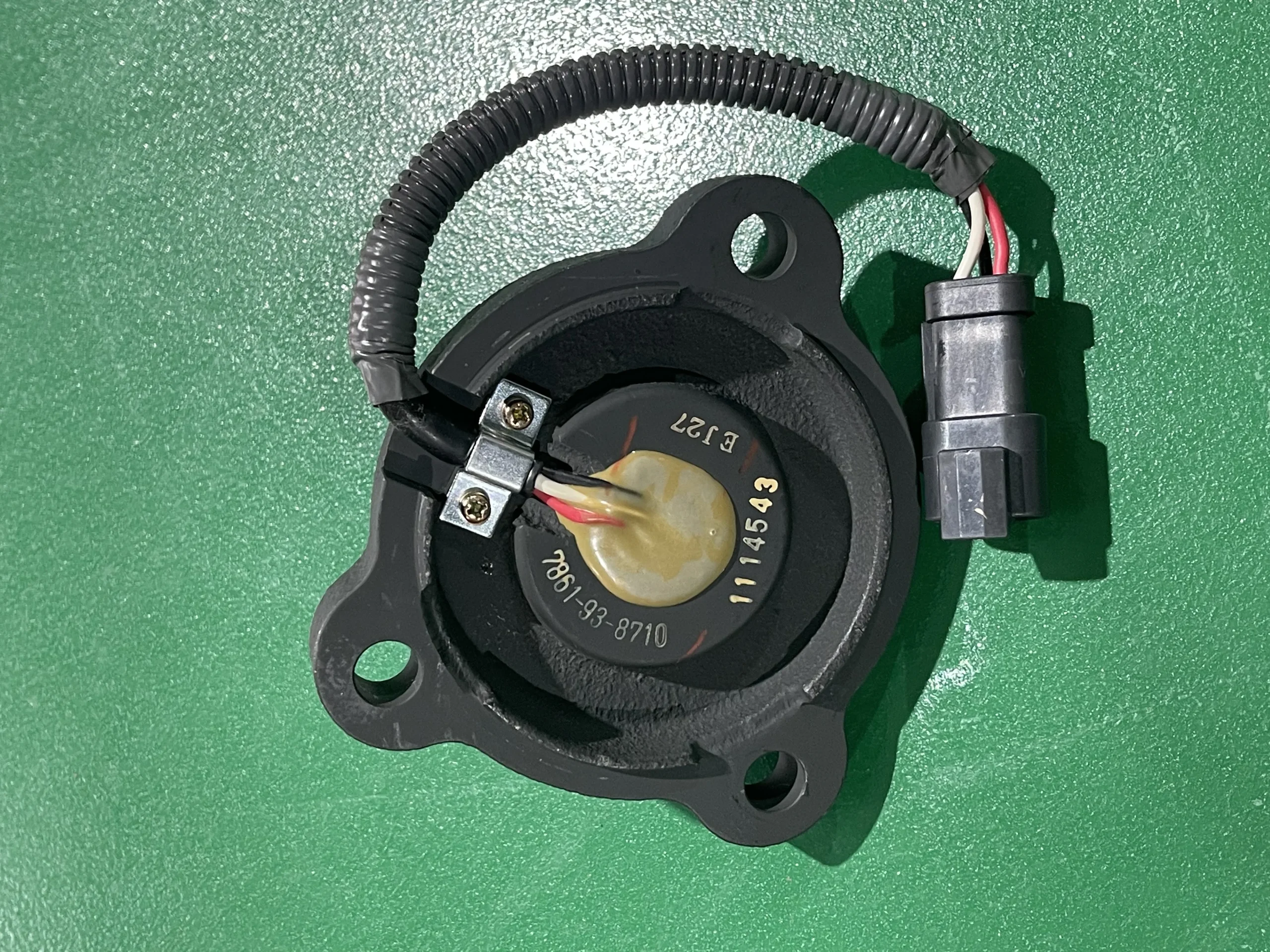
 600-815-4280 Оригинальная лента нагревателя Komatsu для двигателей Komatsu SAA6D
600-815-4280 Оригинальная лента нагревателя Komatsu для двигателей Komatsu SAA6D -
 Шестерня 195 – 27–31313 для KOMATSU D375A – 6
Шестерня 195 – 27–31313 для KOMATSU D375A – 6 -
 корпус 195-71-74250 для KOMATSU D375A-6
корпус 195-71-74250 для KOMATSU D375A-6 -
Buldozer D275 D375 için orijinal sensör 7861-93-5410 7861-93-5411
-
 42C-56-11391 Komatsu Motor, Wiper
42C-56-11391 Komatsu Motor, Wiper -
 用于D65E-12推土机的传动密封圈14X-15-19210 14x-15-19220…
用于D65E-12推土机的传动密封圈14X-15-19210 14x-15-19220…
Связанный поиск
Связанный поиск- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ШТИФТ 427-70-11982
- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ СБОРКА КЛАПАНА 569-43-83140
- радиатор komatsu 14x 03 11215
- Запчасти для колесных погрузчиков Komatsu
- фильтр масляный двс 6736 51 5142 komatsu
- уплотнение заднего стекла на komatsu pc220
- натяжитель гусеницы komatsu d 155 5
- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ЖГУТ ПРОВОДОВ 426-06-33272
- OEM И ОРИГИНАЛЬНЫЙ КОМАТСУ ВТУЛКА 428-70-11895
- Приводной вал Komatsu